


SKD11模具钢的厚度选择直接影响模具性能与使用寿命。不同加工场景对材料厚度存在特定要求。
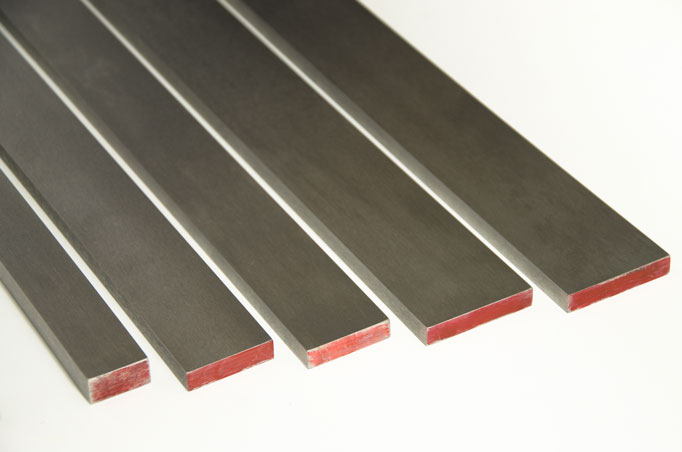
常规SKD11钢板材厚度范围为6mm至300mm。较薄的规格如6mm至20mm适用于精密冲压模具及刀片制造,保证切削刃口的硬度与耐磨性。中厚规格25mm至80mm多用于冷作模具结构件,在保证足够刚性的同时避免重量过大。超过100mm的厚板主要应用于大型锻模或重型机械模架,需通过特殊热处理消除内部应力。
厚度公差控制尤为关键。国标GB/T 1184规定,厚度30mm以下板材允许公差为±0.5mm,30-120mm范围为±1.0mm,超过120mm需协商公差范围。超差板材在热处理过程中易产生翘曲或开裂现象。
特殊厚度需求可通过定制轧制实现。厚度超过250mm的模块需采用多向锻造工艺,确保心部致密度。真空熔炼技术的应用使大厚度板材的碳化物偏析控制在1.5级以内,较传统电渣重熔提升约30%均匀性。
热处理工艺随厚度变化需要调整。20mm厚度试样在1020℃淬火时可实现62HRC硬度,而100mm厚度模块需采用1030℃分级淬火才能保证心部硬度达到58HRC以上。回火温度也应相应提高10-15℃以消除厚截面产生的组织应力。
**相关问答**
问:SKD11厚度超过150mm时需要注意哪些问题?
答:需重点关注三点:采购时要求提供超声波探伤报告确保内部无缺陷;热处理必须采用阶梯升温工艺防止开裂;粗加工后应增加去应力退火工序。
问:如何判断SKD11薄板的淬透性?
答:可通过金相检验观察碳化物分布状态,使用洛氏硬度计在截面不同位置测量硬度梯度。合格材料在8mm厚度内硬度波动不应超过2HRC。
